


Produkty
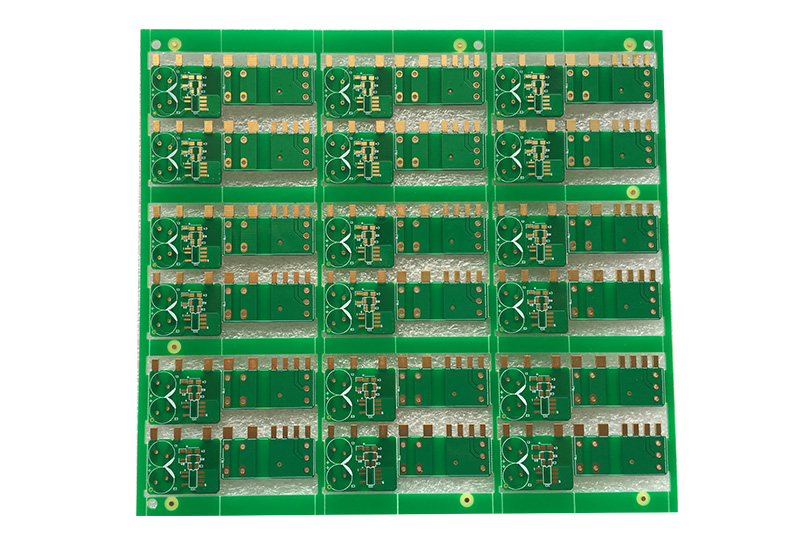
Ploting 6 vrstvy PCB pro hlavní desku IoT
| Vrstvy | 6 vrstev |
| Tloušťka desky | 1,60 mm |
| Materiál | FR4 TG170 |
| Tloušťka mědi | 1/1/1/1/1/1 oz (35um) |
| Povrchová úprava | Tloušťka Enig au 0,05UM; NI Tloušťka 3UM |
| Min díra (mm) | 0,203 mm plné pryskyřice |
| Šířka linky min (mm) | 0,13 mm |
| Min Line Space (MM) | 0,13 mm |
| Pájná maska | Zelený |
| Barva legendy | Bílý |
| Mechanické zpracování | V-skóre, frézování CNC (směrování) |
| Balení | Anti-statická taška |
| E-test | Létající sonda nebo příslušenství |
| Akceptační standard | IPC-A-600H třída 2 |
| Aplikace | Automobilová elektronika |
Materiál produktu
Jako dodavatel různých technologií PCB, svazků, možností dodací lhůty máme výběr standardních materiálů, s nimiž lze pokrýt velkou šířku různých typů PCB a které jsou vždy k dispozici v domě.
Ve většině případů lze také splnit požadavky na jiné nebo pro speciální materiály, ale v závislosti na přesných požadavcích může být k získání materiálu zapotřebí až asi 10 pracovních dnů.
Spojte se s námi a diskutujte o svých potřebách s jedním z našich prodejních nebo CAM týmu.
Standardní materiály držené na skladě:
| Komponenty | Tloušťka | Tolerance | Typ vazby |
| Vnitřní vrstvy | 0,05 mm | +/- 10% | 106 |
| Vnitřní vrstvy | 0,10 mm | +/- 10% | 2116 |
| Vnitřní vrstvy | 0,13 mm | +/- 10% | 1504 |
| Vnitřní vrstvy | 0,15 mm | +/- 10% | 1501 |
| Vnitřní vrstvy | 0,20 mm | +/- 10% | 7628 |
| Vnitřní vrstvy | 0,25 mm | +/- 10% | 2 x 1504 |
| Vnitřní vrstvy | 0,30 mm | +/- 10% | 2 x 1501 |
| Vnitřní vrstvy | 0,36 mm | +/- 10% | 2 x 7628 |
| Vnitřní vrstvy | 0,41 mm | +/- 10% | 2 x 7628 |
| Vnitřní vrstvy | 0,51 mm | +/- 10% | 3 x 7628/2116 |
| Vnitřní vrstvy | 0,61 mm | +/- 10% | 3 x 7628 |
| Vnitřní vrstvy | 0,71 mm | +/- 10% | 4 x 7628 |
| Vnitřní vrstvy | 0,80 mm | +/- 10% | 4 x 7628/1080 |
| Vnitřní vrstvy | 1,0 mm | +/- 10% | 5 x7628/2116 |
| Vnitřní vrstvy | 1,2 mm | +/- 10% | 6 x7628/2116 |
| Vnitřní vrstvy | 1,55 mm | +/- 10% | 8 x7628 |
| Prefregns | 0,058 mm* | Závisí na rozložení | 106 |
| Prefregns | 0,084 mm* | Závisí na rozložení | 1080 |
| Prefregns | 0,112 mm* | Závisí na rozložení | 2116 |
| Prefregns | 0,205 mm* | Závisí na rozložení | 7628 |
Tloušťka Cu pro vnitřní vrstvy: Standard - 18 um a 35 µm,
na vyžádání 70 µm, 105 um a 140 um
Typ materiálu: FR4
TG: cca. 150 ° C, 170 ° C, 180 ° C.
εr při 1 MHz: ≤ 5,4 (typické: 4,7) dostupnější na vyžádání
STACKUP
Hlavní konfigurace zásobníku 6 vrstev bude obecně tak níže:
· Top
·Vnitřní
·Země
·Moc
·Vnitřní
·Dno

Otázky a odpovědi Jak testovat obžalované na stěnu a související specifikace
Jak testovat tahu z stěny otvoru a související specifikace? Stěna díry odtáhne příčiny a roztoky?
Test tahu otvoru pro stěnu byl dříve aplikován na to, aby se díly pro přes otvory splňovaly požadavky na montáž. Obecný test je pájet drát na desku PCB skrz otvory a poté měřit hodnotu vytažení napěťovým měřičem. Podle zážitků jsou obecné hodnoty velmi vysoké, což téměř žádné problémy s aplikací. Specifikace produktu se liší podle
Pro různé požadavky se doporučuje odkazovat na specifikace související s IPC.
Problém separace stěny díry je problém špatné adheze, která obecně způsobená dvěma běžnými důvody, první je sevření špatného desmear (desmear) napětí nestačí. Druhým je například proces bezpovolného pokovování bez zlatého mědi nebo přímo zlatého: růst silného objemného zásobníku povede ke špatné adhezi. Takový problém samozřejmě mohou ovlivnit další potenciální faktory, ale tyto dva faktory jsou nejčastějšími problémy.
Existují dvě nevýhody separace stěny díry, první z nich je samozřejmě testovací provozní prostředí příliš drsné nebo přísné, povede k tomu, že deska PCB nemůže odolat fyzickému stresu, aby byla oddělena. Pokud je tento problém obtížné vyřešit, možná musíte změnit laminátový materiál, aby splnil zlepšení.
Pokud se nejedná o výše uvedený problém, je to hlavně kvůli špatné adhezi mezi mědí díry a stěnou díry. Mezi možné důvody této části patří nedostatečné zdrsnění stěny díry, nadměrná tloušťka chemické mědi a defekty rozhraní způsobené špatným ošetřením chemické měděné procesy. To vše je možný důvod. Samozřejmě, pokud je kvalita vrtání špatná, může variace tvaru stěny otvoru také způsobit takové problémy. Pokud jde o nejzákladnější práci k vyřešení těchto problémů, mělo by to být nejprve potvrdit kořenovou příčinu a poté se vypořádat se zdrojem příčiny, než bude zcela vyřešena.





